相关产品
您的位置:城邦主页 > 行业新闻 > 行业新闻
大型齿轮减速机拉杆加工解决方案
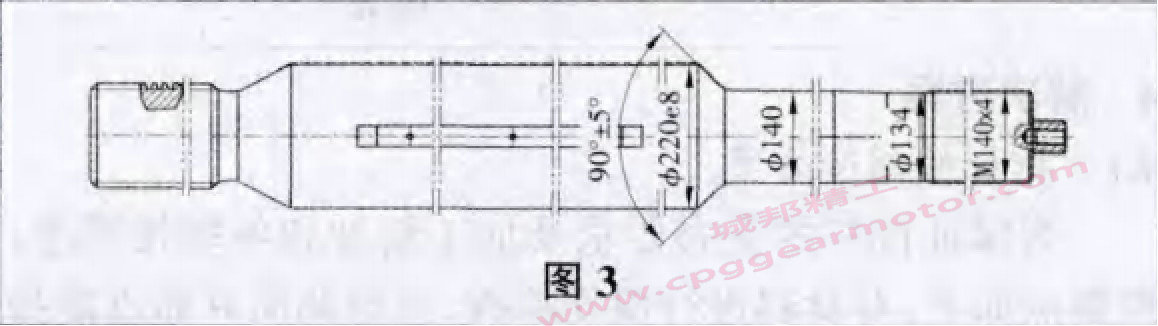
拉杆是受力件.材质45钢,IV类锻件,见图3所示。拉杆左端为梯形螺纹,同时与蜗轮、定位套、螺纹套配合,所以拉杆加工是难点。右端为M140x4螺纹,中间部分镀硬铬,且加工精度高。
在大型项目的生产过程中,特殊机型的加工往往是生产过程中的难点。拉杆作为大型齿轮减速机的主要部件,它的好坏将直接影响到整个设备的寿命。而大型齿轮减速机拉杆加工解决方案通常是在反复试验计算后所提出的。在此为你提供拉杆零件的加工解决方案:
一:大型齿轮减速机设备情况描述:蜗轮蜗杆齿轮箱与下框架通过梯形螺纹拉杆连接在一起。扇形段辊缝调整靠四个拉杆的升降完成。拉杆升降山外部电源带动蜗轮蜗杆齿轮箱转动.再通过梯形螺纹由转动转为上下直线运动。
二:大型齿轮减速机部件构造情况分析:
大型齿轮减速机蜗杆与外部传动联接,带动蜗轮转动。蜗杆两端均装有单列圆锥滚子轴承(30211)并通过“透盖”固定在壳体上。蜗轮上部是法兰,法兰固定在壳体上,下部支承在推力球轴承(51156)及定位套,推力球轴承安装于壳体上,定位套通过外圆面上的铜套装配于壳体内,定位套内装有螺纹套,装配调整通过螺纹套外圆齿及齿板固定于定位套上。蜗杆、螺纹套内孔均带有梯形螺纹.与拉杆啮合传动。
三:大型齿轮减速机拉杆加工解决方案:
01拉杆的制造方案
为保证拉杆的受力要求及加工精度和各联接要求,控制点如下:对材料进行探伤检查,进行调质并做性能报告;运转过程及保存等用V型垫物在全长上垫实、垫好;分粗、半精及精加工;为了准确加工梯形螺纹,其外圆给定工艺公差并磨削成品。拉杆梯形螺纹用样板检查。拉杆镀硬铬先制作两件10mmx20mmx2Omm试块.并与拉杆一同镀铬.镀后检查并提供报告。
02拉杆主要加工过程如下:
(1)粗车各外圆按.工艺标准留量且粗糙度达Ra6.3,有试棒的工件试棒留在大圆端,长200mm,其与本体连接处切10mm宽切[7,留小30连接。棱角倒钝、圆根倒圆。转移炉批号于轴端。
(2)超声波检查,按DIN EN 10228-3之2级执行,提供报告。UT合格后方可进行下道工序。
(3)调质。试棒与本体同炉调质,硬度达242-287HB。试棒按JB/T5000.8之IV类锻件要求进行检验并提供报告。转移热处理炉号及炉批号。
(4)车修外圆。粗车各外阅按工艺标准留址且粗糙度达Ra6.3,两端车中心孔,右端中心孔不能破坏M24螺纹底孔,其余不加工。
(5)超声波检查。按DIN EN 10228-3之2级执行,提供报告。UT合格后方可进行下道工序。
(6)半精车。梯形螺纹Tr180x20-9cs不加工,其外圆Φ180h9直径按工艺留量。各RaO.8外圆直径也按工艺留量。右端M140x4及M24螺纹不加工。其余按图车成品。
(7)外圆磨。按成品外圆找正,磨留量外圆成品。梯形螺纹Trl80x20-9c外圆中180h9按工艺要求控制。镀铬外圆小220e8按镀铬前尺寸币Φ220-0.150-0.212加工。梯形螺纹外圆Φ180h9严格按工艺保证.检测用。
(8)着色探伤,检查各外圆。执行标准DIN 10228-2,表面无裂纹,提供报告。
(9)车梯形螺纹及螺丝。按磨成品外圆Φ220e8及Φ80h9找正.车梯形螺纹Trl80x20-9c
成品。车右端M 140x4及M24螺纹孔成品。梯形螺纹齿厚按下差控制。梯形螺纹成品后用两种方法检测:一是以梯形螺纹外圆Φ180h9定位,用齿厚游标卡尺测量齿厚,中径处牙厚为9.7_00.1,中径牙高为5.51 -5.69nvn。二是用样板检测齿形,同样以梯形螺纹外圆中180h9定位,样板见图8示。
(10)划、撞、钻32x550键槽及M10螺纹底孔成品。
(11)装配钳工铰丝、清理尖角、毛刺等。
以上为小编整理的大型齿轮减速机拉杆加工解决方案,来源网络,仅供参考,仅希望能借此让大家对各类齿轮减速电机,减速马达的加工过程有一个简单了解。

最新资讯

城邦精密工业股份有限公司自1990年在台湾创立以...
行业新闻

晟邦减速马达的特点,分类...

